Plastic Drilling Machining Guidelines
When drilling plastic components, pay attention to heat build-up or dimensional changes
Drilling Guidelines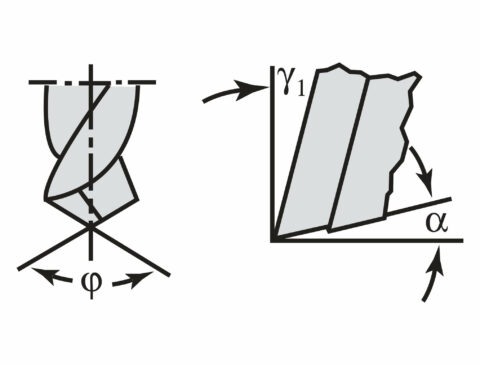
Drilling is a common method for plastic machining. Below are general best practices as well as guidelines for drilling several performance plastics:
- More heat is generated in drilling than in most other plastic machining processes. Heat reduction is critical to minimize machined-in stress.
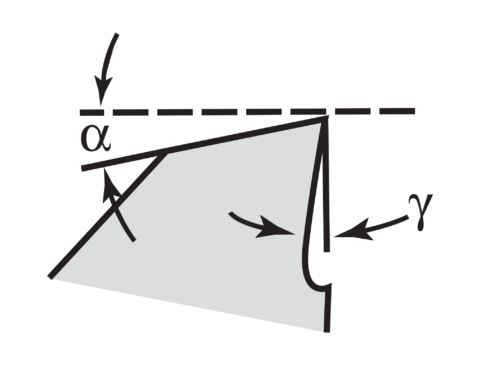
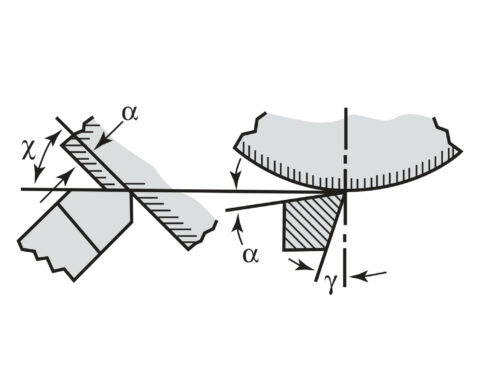
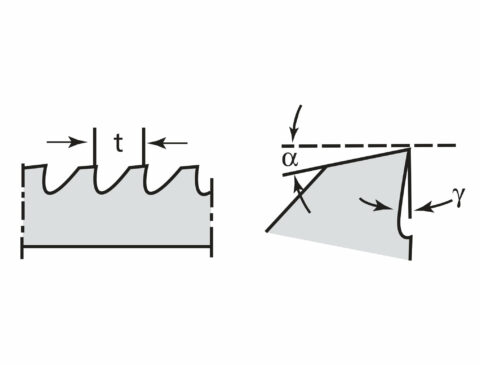
- A 90° to 118° drill point angle with a 9° to 15° lip angle is usually sufficient for most plastic materials. Acrylic drilling requires a 0° rake angle.
- The back side of plastic parts should be supported to prevent chipping during drilling. Drilling into unsupported areas should be avoided. The feed rate should be reduced when the drill gets close to exiting the material.
- Deep hole drilling requires “peck drilling” for proper chip clearance and heat dissipation. The drilling depth should not be allowed to exceed 3-4 times the drill diameter before withdrawal.
- Drills must be sharp. Incorrectly sharpened or dull drills can induce high levels of stress into the workpiece. Proper chip ejection is critical. Poor chip ejection will cause frictional heat buildup.
- Signs of improper drilling techniques include cracks, crazing, melted surfaces, poor finishes, and dimensional changes (typically undersize holes).
For more information, view the drilling information below for each performance plastic.
Special Measures: Preheat material to 250°F Caution when using coolants, susceptible to stress cracking Use carbide-tipped tools
The angle of the twist of the drill bit should be approximately 12° to 16°.
Heat before drilling: From 60mm diameter - PEEK, PPS | From 80mm diameter - PET, PBT | From 100mm diameter - Nylon 6
Material |
α Clearance Angle (°) |
ϒ Rake Angle (°) |
φ Point Angle (°) |
V Cutting Speed (ft/min) |
S Feed (mils/rev) |
|---|---|---|---|---|---|
| ABS | 8 - 12 | 10 - 30 | 90 | 165 - 650 | 0.008 - 0.012 |
| Acetal (copolymer) | 5 - 10 | 15 - 30 | 90 | 165 - 650 | 0.004 - 0.012 |
| Acetal (homopolymer) | 5 - 10 | 15 - 30 | 90 | 165 - 650 | 0.004 - 0.012 |
| Noryl | 8 - 10 | 10 - 20 | 90 | 165 - 320 | 0.008 - 0.012 |
| Nylon 6 | 5 - 15 | 10 - 20 | 90 | 165 - 490 | 0.004 - 0.012 |
| PAI | 5 - 10 | 5 - 10 | 120 | 260 - 320 | 0.008 - 0.004 |
| PBT | 5 - 10 | 10 - 20 | 90 | 165 - 320 | 0.008 - 0.012 |
| PEEK | 5 - 10 | 10 - 30 | 90 | 160 - 650 | 0.004 - 0.012 |
| PET | 5 - 10 | 10 - 20 | 90 | 165 - 320 | 0.008 - 0.012 |
| Polycarbonate | 8 - 10 | 10 - 20 | 90 | 165 - 320 | 0.008 - 0.012 |
| Polyethylene | 5 - 15 | 10 - 20 | 90 | 165 - 490 | 0.004 - 0.012 |
| Polyproylene (homopolymer) | 5 - 15 | 10 - 20 | 90 | 165 - 490 | 0.004 - 0.012 |
| Polysulfone | 3 - 10 | 10 - 20 | 90 | 65 - 260 | 0.004 - 0.012 |
| PPS | 5 - 10 | 10 - 30 | 90 | 160 - 650 | 0.004 - 0.012 |
| PTFE | 10 - 16 | 5 - 20 | 130 | 790 - 650 | 0.004 - 0.012 |
| PVDF | 10 - 16 | 5 - 20 | 130 | 790 - 650 | 0.004 - 0.012 |
| PPSU (Radel® R) | 3 - 10 | 10 - 20 | 90 | 65 - 260 | 0.004 - 0.012 |
| Ultem® | 3 - 10 | 10 - 20 | 90 | 65 - 260 | 0.004 - 0.012 |
| DuPont™ Vespel® Polyimide | 0.50 | 5 - 10 | 90 -120 | 260 - 320 | 0.022 - 0.006 |
EXPLORE OTHER PLASTIC MACHINING METHODS
Not sure which materials best fit your needs?
Our experienced sales and technical teams are available to assist you with material selection challenges.
