Nylon vs Acetal Material Matchup
Nylons and acetals are widely used in bearings, bushings, gears, and other wear components. With so much applicational overlap, it is not surprising that we are regularly asked to differentiate between these two polymers. In the following paragraphs, we will compare the characteristics of nylon and acetal we are most often asked about during the design process.
Moisture Uptake, Mechanical Properties, and Wear Performance
The mechanical properties of nylon are likely to change over time due to moisture uptake.
Standard nylon materials are hygroscopic and are capable of absorbing upwards of 8% moisture by weight at saturation (compared to 0.8% for acetal). At room temperature in a 50% relative humidity environment, equilibrium moisture content for nylon tends to remain around 2%, which corresponds to an increase in size of roughly 0.5 – 0.6%. Under similar conditions, acetal material is expected to absorb roughly 0.2% moisture by weight and grow around 0.2% [1].
For applications requiring higher levels of dimensional stability, filled nylon systems (such as 30% glass-filled) absorb less moisture than their unfilled counterparts. Among commercially available nylons, type 12 exhibits the lowest moisture uptake (< 2% by weight at saturation); however, it possesses the lowest tensile strength (typically around 6,000 – 7,000 psi) and temperature capabilities. It also costs more than type 6/6 nylon.
Some typical mechanical properties for dry and conditioned (in 50% relative humidity) nylon 6/6 are shown in Table 1.
| Property | ASTM Test Method | Nylon 6/6 (Dry as Molded) Zytel® 101 |
Nylon 6/6 (50% RH) Zytel® 101 |
Acetal (Homopolymer) Delrin® 150 |
|
|---|---|---|---|---|---|
| Tensile Strength | D 638 | 12,000 psi | 11,200 psi | 10,000 psi | |
| Elongation at Break | D 638 | 60% | > 300% | 75% | |
| Flexural Modulus | D 790 | 410,000 psi | 175,000 psi | 420,000 psi | |
| Izod Impact | D 256 | 1.0 ft-lb/in | 2.1 ft-lb/in | 2.3 ft-lb/in |
Sources: DuPont [2, 3]
The fatigue performance of nylon material is also affected by moisture uptake. A graph evaluating the flexural fatigue life of dry and conditioned samples of Zytel® 101 (nylon 6/6) is shown in Figure 1.
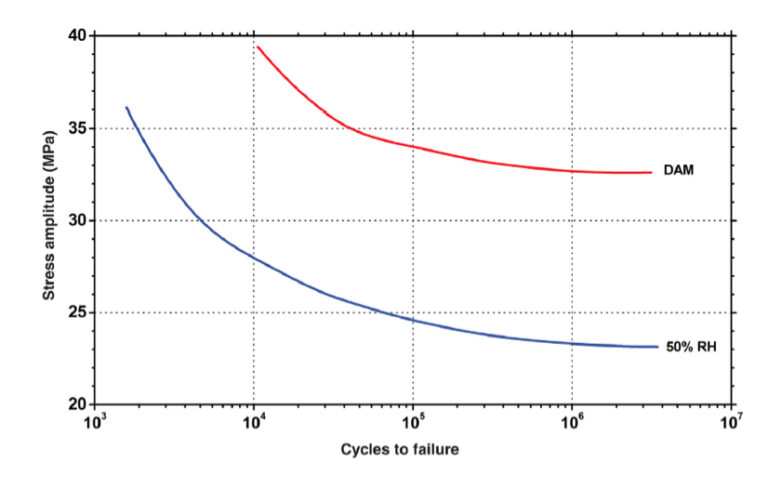
Source: McKeen [4]
There is a solid bank of academic research evaluating the wear performance of both plastic materials; however, these studies may not be representative of realistic application conditions due to the immense number of variables present in a tribological system.
Nylon is reported to be the more abrasion resistant material with Taber test wear factors two to five times less than those of acetal [3]. Unfilled acetal plastic , however, exhibits a lower frictional coefficient and has been found to display lower steady-state wear rates under higher pressures and lower speeds in thrust washer and sliding wear studies [5, 6]. Data from one such study published by the National Centre of Tribology are depicted in Table 2.
| Material | Specific Wear Rate (mᶟ/N•m x 10-15) |
|---|---|
| Acetal | 2.0 |
| Nylon 6/6 | 3.0 |
Source: Anderson [7]
Thrust washer test conducted at a pressure of 1 MPa (~145 psi) and a sliding speed of 0.03 m/s against a mild steel counterface.
Data for the same materials generated at lower pressures and higher velocities provide significantly different results and can be found in Figure 2 below.
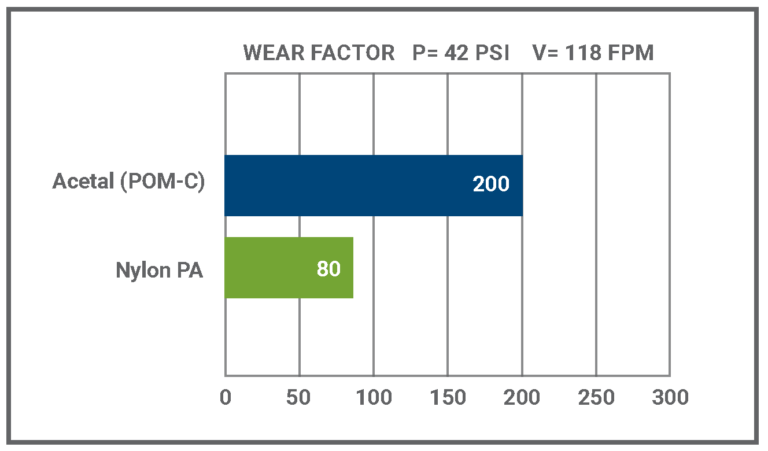
Source: Quadrant [8]
Stolarski compared the rolling contact performance of nylon 6/6 and acetal and found acetal to exhibit significantly higher rolling contact fatigue resistance [9]. In a similar study looking at nylon 6 and acetal, however, Harrass et al. reported wear rate values of between 0.5 and 2 (x 10-6 mm3/Nm) for nylon 6 and values between 3 and 5 (x 10-6 mm3/Nm) for acetal material [10].
Nylons and acetals are available in internally-lubricated grades designed to reduce friction and increase wear life. Nylon material is commercially available in several proprietary formulations with limiting PVs extending beyond 15,000 psi-ft/min (with a 4:1 safety factor applied). The limiting PV of Delrin® AF (a popular PTFE-filled grade of acetal) is around 8,300 psi-ft/min. It is worth noting that the results of the aforementioned Harrass study suggest wear-enhancing additives like MoS2 and PTFE may actually result in accelerated wear in a rolling contact situation [10].
Thermal Characteristics, Chemical Resistance, and Other Considerations (Machineability, Size Availability, Industry Compliances, and Relative Cost)
Continuous operating temperatures for acetals are often reported in the 180 – 190°F range, which is roughly 20 – 30°F below that of nylon 6/6.
Nylons and acetals are widely used in the food processing and automotive industries where they are exposed to a broad range of chemicals. Strong acids or bases could present compatibility issues for either material. Compared to acetal homopolymers (Delrin®), acetal copolymers tend to exhibit better resistance to alkaline solutions (and to a lesser extent acidic solutions). Because chemical compatibility is tied to environmental factors such as temperature, it is always advisable to test materials under realistic application conditions prior to service.
While nylon materials are readily machinable, acetal is widely regarded as the most machinable plastic material. We have encountered multiple applications in which acetal was specified simply due to it being preferred by the machining team.
Both plastic material groups are available in a wide range of rod diameters and plate thicknesses. Standard stock shape availability is provided in Table 3.
| Nylon 6 | Nylon 6/6 | Acetal | |||
|---|---|---|---|---|---|
| Rod | 1” – over 20” diameter | 0.187” – 8” diameter | 0.187” – 20” diameter | ||
| Plate | 0.25” – 8” thick | 0.030” – 4” thick | 0.030” – 6” thick | ||
| Tube | 1.75” OD – over 36” OD | Availability varies | Availability varies |
Custom shapes, including large diameter rings and discs exceeding 80” in diameter, can also be manufactured from nylon 6. Metal and X-ray detectable grades of acetal and blue-colored versions of both materials are also readily available.
Unfilled acetals and nylon materials are FDA-compliant (although this is not always the case for filled grades of these materials). Additionally, nylons and acetals that meet European food standards are available.
Lastly, acetal shapes tend to be roughly 25% less expensive than nylon 6/6 shapes and 25% more expensive than nylon 6. These figures vary with shape dimensions because nylon 6 stock shapes are produced by casting (as opposed to extrusion for acetal and nylon 6/6), which results in different set-up and manufacturing costs.
Nylon and acetal are workhorse engineering plastic materials that compete for a wide variety of end uses. There are, however, some significant differences between their performance characteristics and size availability that can make one material more suitable for a particular application.
Still unsure which plastic is right for your application? View our plastic material comparisons for additional options or contact our plastics experts.
The preceding information is intended to be a quick comparison of key material properties for screening purposes during material selection procedures and not a comprehensive discussion of each material.

About the author
Dave Seiler is a Senior Business Development Manager at Curbell Plastics who focuses on high-performance engineering plastics. He has literally been involved with plastics his whole life (his first word was “Kynar”) and spends much of his free time reading academic literature on a diverse base of polymer materials. Yeah, he’s that guy. Dave is ready to take your call, set up a webinar, or travel to your facility to discuss your unique application needs and help identify cost-effective engineered plastic candidate materials. Contact Dave.
References
1. Sepe, Michael. “Dimensional Stability After Molding: Part 4.” Plastics Technology. Plastics Technology, 25 Mar. 2013, https://www.ptonline.com/articles/dimensional-stability-after-molding-part-4
2. Zytel®/Minlon® Design Guide – Module II. DuPont Engineering Polymers, p. 9.
3. Delrin® Design Guide – Module III. DuPont Engineering Polymers, pp. 6-9, 37.
4. McKeen, Laurence W. Fatigue and Tribological Properties of Plastics and Elastomers. 3rd ed., Elsevier, 2016, pp. 91, 221.
5. Mens, J., and A. de Gee. Friction and Wear Behaviour of 18 Polymers in Contact with Steel in Environments of Air and Water. 1991, pp. 261-64.
6. Lancaster, J. Relationships Between the Wear of Polymers and Their Mechanical Properties. Proc Instn Mech Engrs, 1968, p. 104.
7. Anderson, John. “The Wear and Friction of Commercial Polymers and Composites.” Friction and Wear of Polymer Composites, by Klaus Friedrich, Elsevier, 1996, p. 336.
8. Quadrant High Performance Products and Applications Guide. Quadrant, 2017, pp. 11, 17, 19.
9. Stolarski, T.A. “Rolling Contact Fatigue of Polymers and Polymer Composites.” Advances in Composite Tribology, by K. Friedrich, Elsevier Science Publishers B.V., 1993, p. 659.
10. Harrass, M., et al. Tribological Behavior of Selected Engineering Polymers Under Rolling Contact. Elsevier, 2009, p. 641.
Not sure which materials best fit your needs?
Our experienced sales and technical teams are available to assist you with material selection challenges.
